Die DIN EN ISO 17636-2 (Veröffentlichung 2013) ersetzt die EN 1435. Die Normen behandeln die Prüfung von Schweißverbindungen mittels Röntgenstrahlung. Die seitdem geltende DIN EN ISO 17636-2 ist hierbei die erste Norm zur Anwendung von Speicherfolien (IP/CR) und digitale Matrixdetektoren (DDA) in der Röntgenprüfung.
Die Film Technik wird in schnellem Raum durch digitale Technologie ersetzt. Für einen Wechsel zu Flachdetektoren sprechen allerdings kürzere Aufnahmezeiten, sowie Prüfzeiten, und z.B. weniger Verbrauchsmaterial, einfachere Archivierung, und keine Chemikalien zur Filmentwicklung. Die Norm beschreibt die Art und Weise der Durchstrahlung der Schweißverbindungen. Aufnahmegeometrien und Abstände können der Norm entnommen, bzw. ausgerechnet werden.
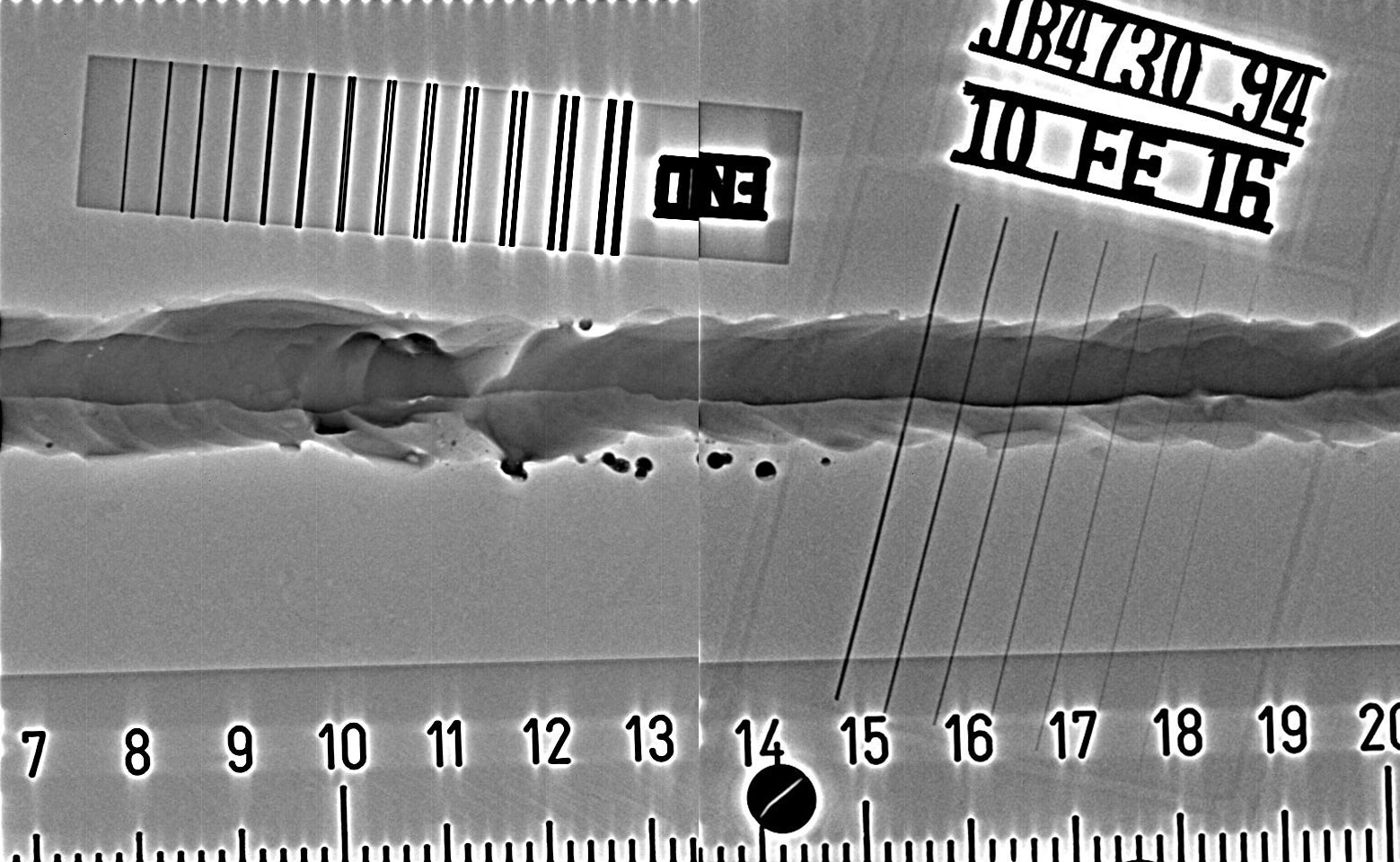
Die Bildqualität muss hierbei nach genormten Prüfkörpern bewertet werden. Es gibt hierbei zwei Arten: sog. Duplexprüfkörper (Duplex IQI (Image Quality Indicator)) nach der Norm EN ISO 19232-5 zur Bestimmung der Unschärfe sowie einen Einzeldraht nach EN ISO 19232-1 für die Bestimmung des Kontrastes (s. Abbildung 1). Alternativ zugelassen sind auch Stufe-Loch Prüfkörper nach EN ISO 19232-2. Diese Prüfkörper werden bei der Durchstrahlung auf das Grundmaterial neben der Schweißnaht platziert. Je nach Materialdicke, Durchstrahlungsart (Einzelwand- oder Doppelwanddurchstrahlung) und auf welcher Seite der Prüfkörper platziert wurde (detektor- oder strahlerseitig) gibt es Vorgaben, welche Drähte erkannt werden müssen bzw. beim Duplex Prüfkörper, welche Drähte noch getrennt dargestellt werden. Überprüft wird dies durch ein Linienprofil, welches eine 20 prozentige Vertiefung zwischen den Drähten aufweisen sollte, um als erkannt zu gelten (s. Abbildung 2).
Es gibt hier zwei unterschiedliche Qualitätsstufen: Klasse A (Basisqualität) und Klasse B (verbesserte Qualität). Als zusätzliches Qualitätsmerkmal für die Bilder darf das Signal-Rauschverhältnis (SNR) je nach eingestellter Röhrenspannung, Material und durchstrahlter Dicke, einen gewissen Wert nicht unterschreiten (s. Tabelle 1). Aus diesem Grund ist es bei einer Prüfung nach diesem Standard nicht möglich, im Livebild zu prüfen, da das Rauschen viel zu hoch ist. Es werden hier immer integrierte (gemittelte) Bilder benötigt um das geforderte SNR zu erreichen.
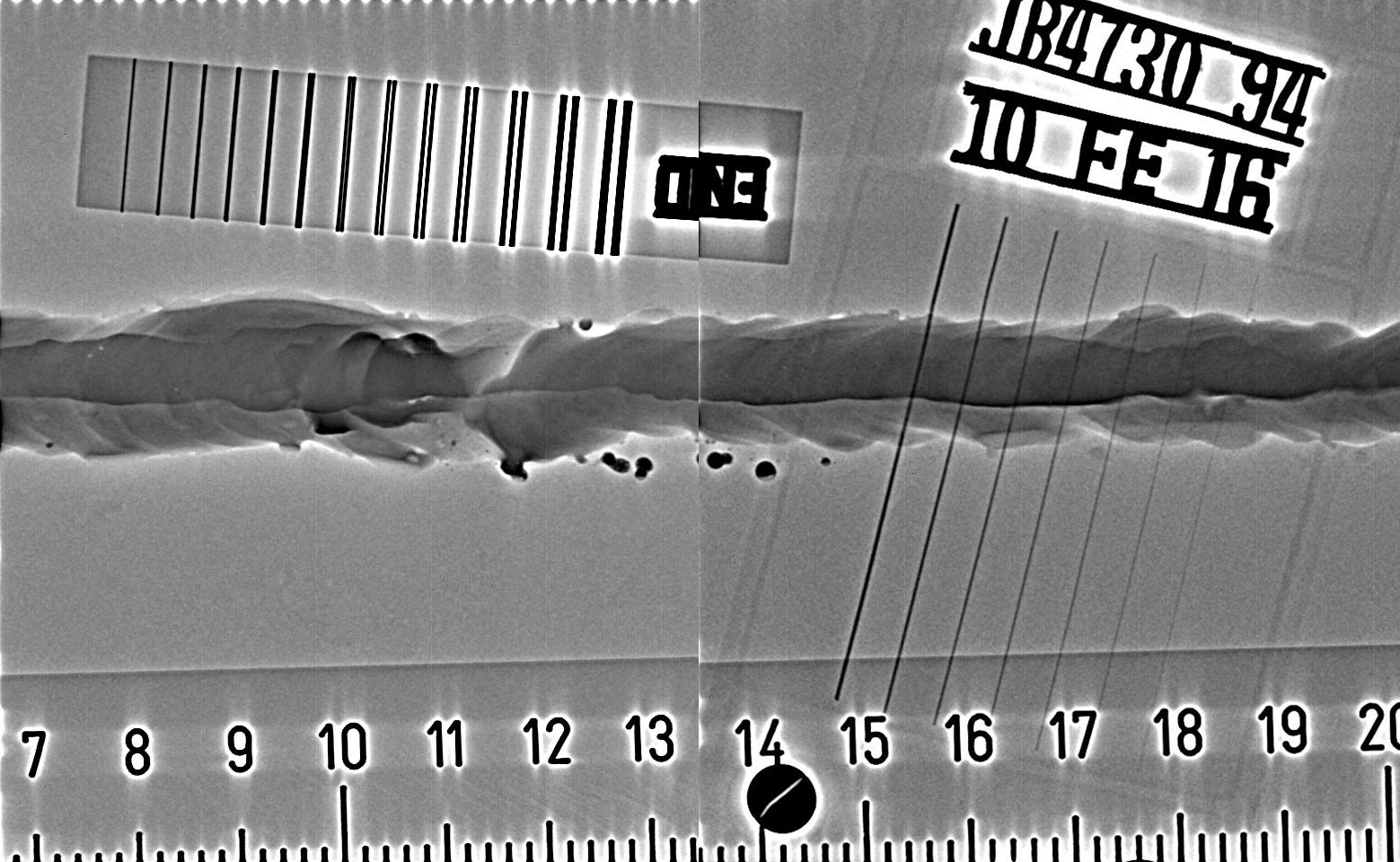
Abbildung 1: Schweißnaht mit Einzeldraht und Doppeldraht
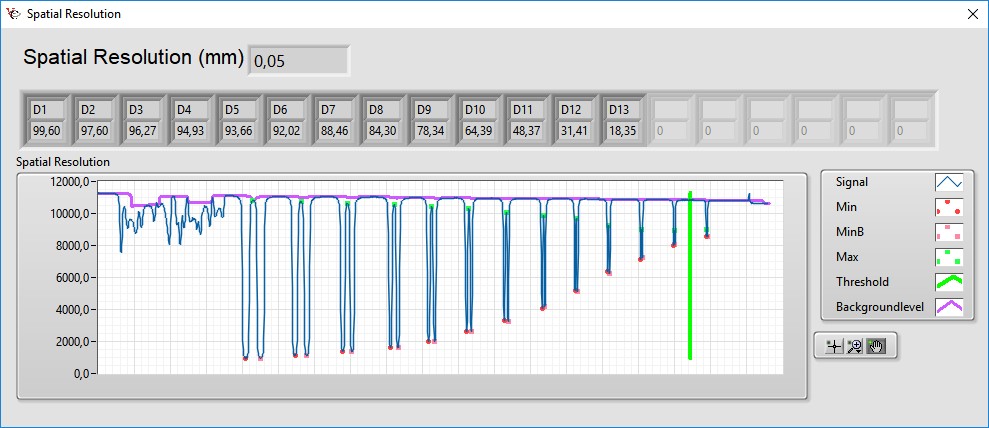
Abbildung 2: Linienprofil über Duplex Drahtsteg mit Auswertung mit der Xplus Software von VisiConsult

Tabelle 1: Mindest SNRn Werte nach ISO 17636-2
VisiConsult bietet eine Softwarelösung zur automatischen Auswertung von IQIs und zur Bestimmung der Einhaltung des Standards. Anderenfalls erfordert dies viel Berechnung für den Prüfer. Eine Übersicht über diesen Standard und die wichtigsten Berechnungen finden Sie in der kostenlosen App „NDT X-ray Toolbox“. Sie bietet auch viele anderer Funktionen, wie CT und geometrische Berechnungen.
DOWNLOAD:
iOS: https://itunes.apple.com/us/app/ndt-x-ray-toolbox/id1291387260?mt=8
Android: https://play.google.com/store/apps/details?id=com.visiconsult.intercept2