The DIN EN ISO 17636 was released in 2013 and replaces the dated EN 1435. It defines the procedure of weld-inspection by using X-ray technology. Additionally, the DIN EN ISO 17636-2 is the first standard that provides guidelines for the inspection using imaging plates (IP/CR) and digital matrix detectors (DDA) in X-ray inspection.
Film technique is getting replaced by digital technology in a rapid pace. Shorter acquisition time, as well as total inspection time, by far less consumables, easier archiving, and no need for film development chemicals are solid reasons for a change to flat panel detectors. The ISO 17636-2 standard describes the ideal acquisition geometry of the welded connection joints. The exact geometries can be taken from the standard and the minimum quality requirements can be calculated.
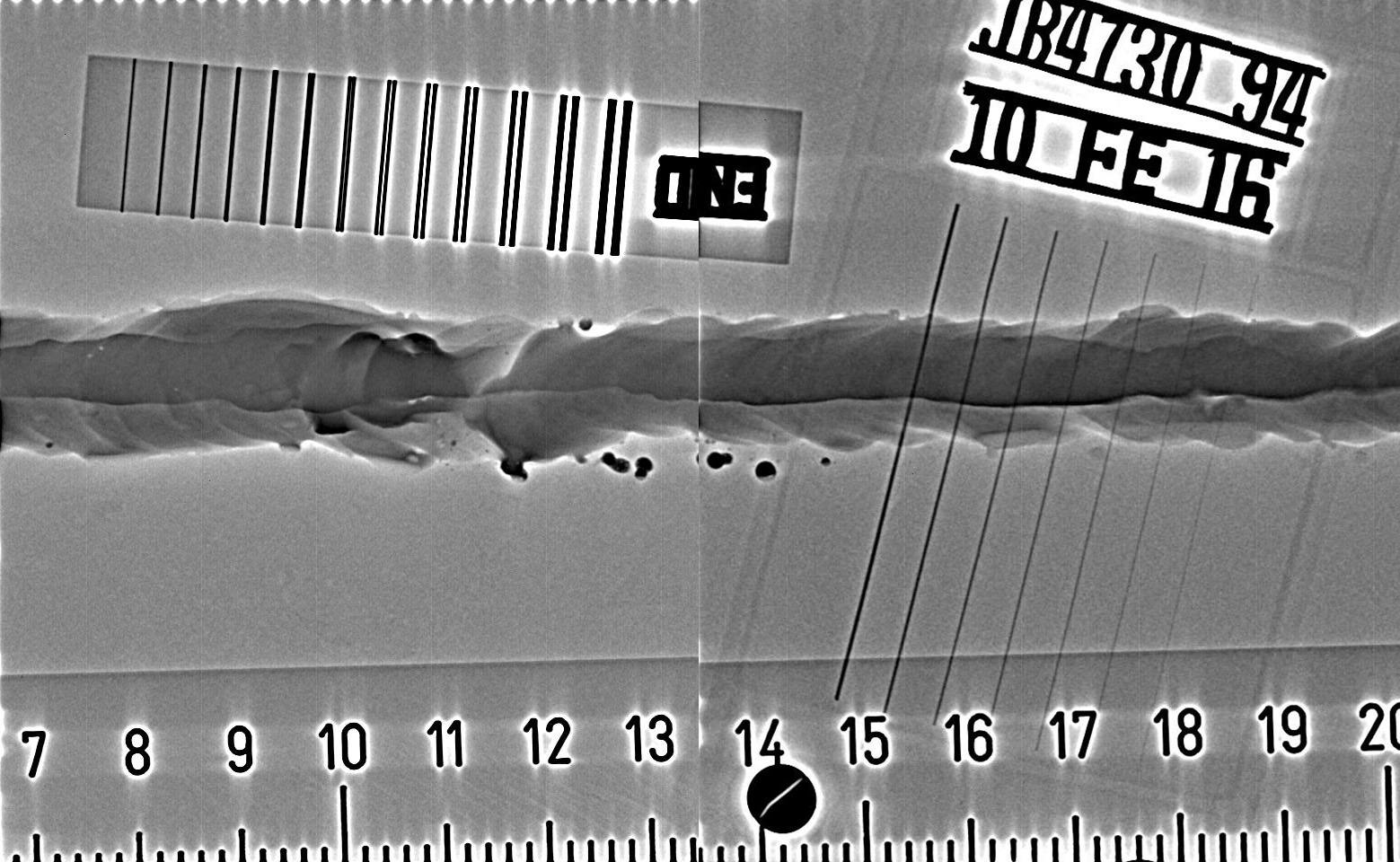
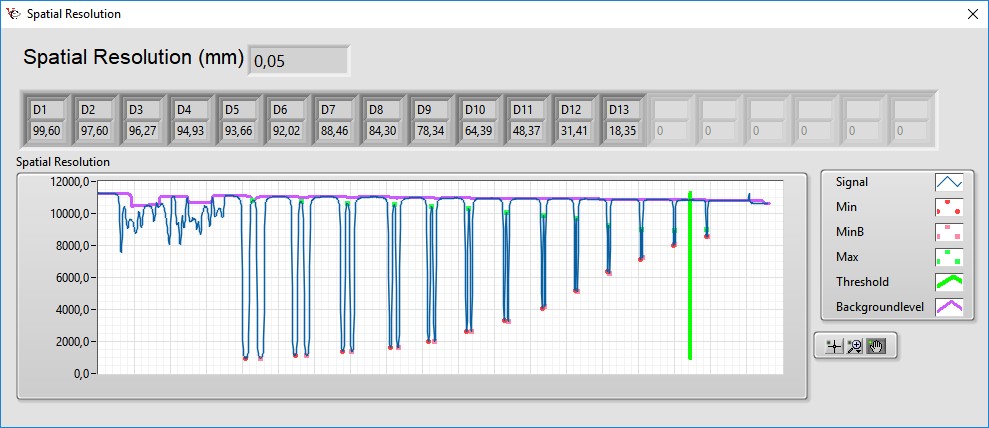
The image quality must be evaluated according to standardized test specimens by using so-called IQIs (Image Quality Indicator). There are two types: The first one is the so-called duplex wire IQI, according to the standard EN ISO 19232-5 for the determination of the image unsharpness. The second type is the wire IQI according to EN ISO 19232-1 for the determination of the contrast (see figure 1). Additionally, the standard also approves the use of step hole type IQIs or plaques according to EN ISO 19232-2. These test specimens are placed on the base material next to the weld during irradiation. Depending on the material thickness, type of inspection (single-wall or double-wall radiation) and on which side the test specimen was placed (detector or spotlight side), there are minimum values, which wires have to be detected or, in case of duplex specimens, which wires still have to be separated. This is checked by special software tools, which compute if there is still a 20 percent gap between the wires (see figure 2).
There are two different quality levels defined: Class A (basic quality) and Class B (improved quality). As an additional quality feature for the images, the signal-to-noise ratio (SNR) should not fall below a certain value depending on the tube voltage, material and irradiated thickness (see table 1). For this reason, it’s not possible to check in the live image when testing according to this standard because the noise is much too high. Integrated (averaged) images are always needed to achieve require SNR. The class to be chosen is defined in the inspection technique. Especially, in high risk environments like pressure vessels, pipelines, aerospace and others many parts require the high-test class B.
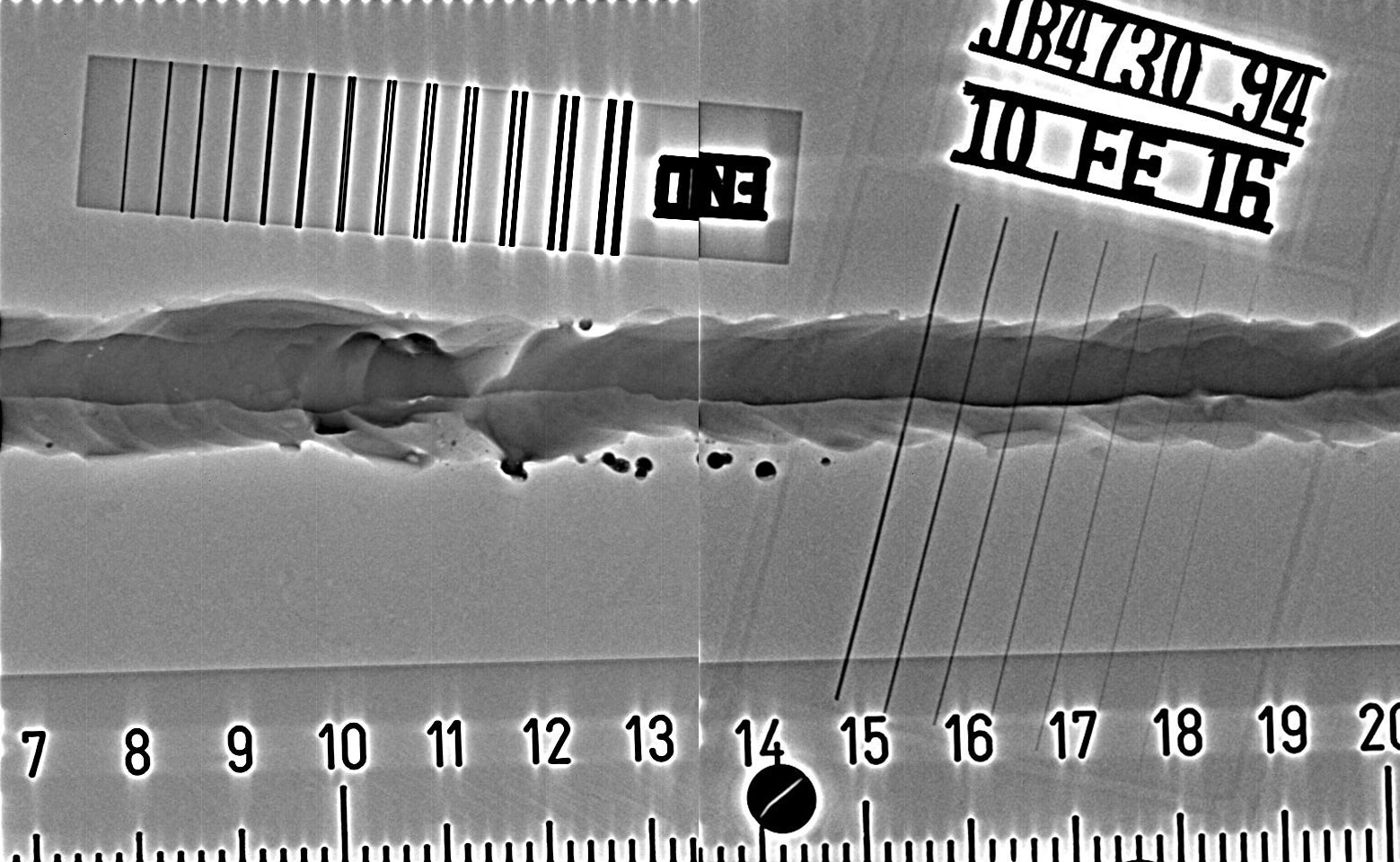
Figure 1: Weld with single wire and double wire
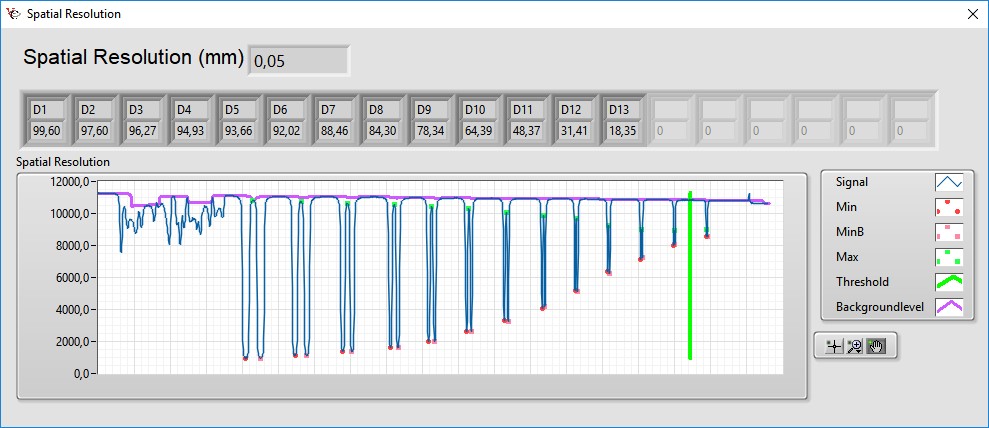
Figure 2: Line profile via duplex wire bridge with evaluation module of the VisiConsult Xplus software
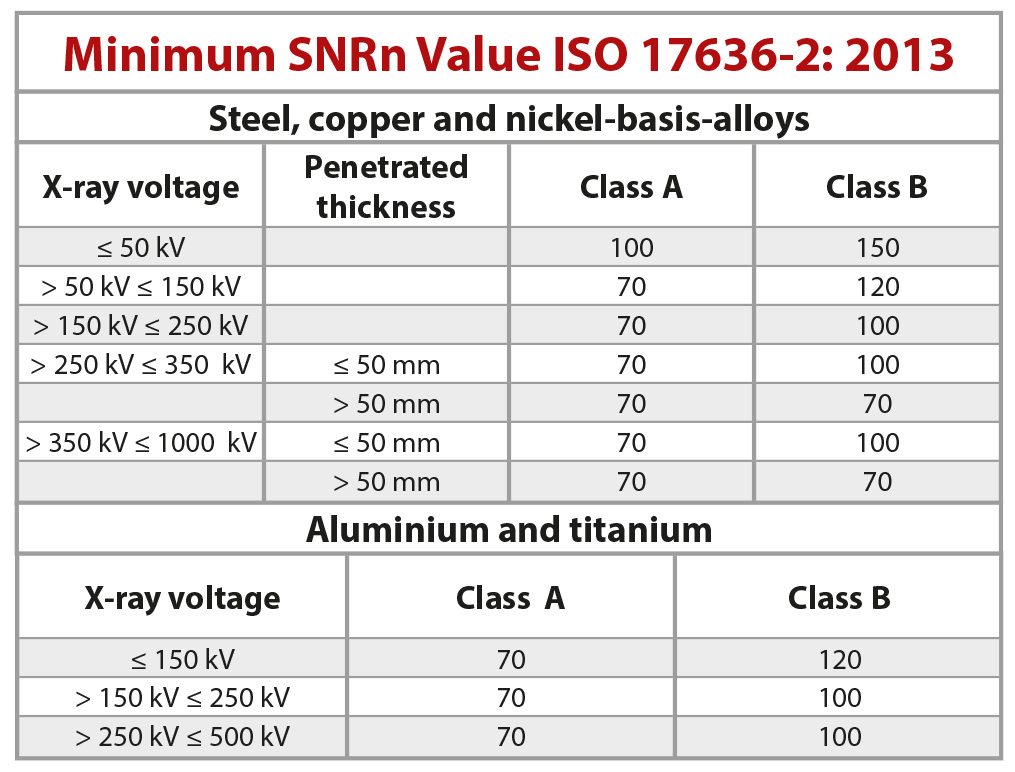
Table 1: Minimum SNRn values according to ISO 17636-2
VisiConsult offers a software solution to automatically evaluate IQIs and determine compliance towards this standard. Otherwise it requires a lot of calculation for the inspector. An overview about this standard and the most important calculations are available in the free app “NDT X-ray Toolbox”. It also offers many more features like CT and geometric calculations.
DOWNLOAD:
iOS: https://itunes.apple.com/us/app/ndt-x-ray-toolbox/id1291387260?mt=8
Android: https://play.google.com/store/apps/details?id=com.visiconsult.intercept2