La norme DIN EN ISO 17636 a été publiée en 2013 et remplace la norme EN 1435. Elle définit la procédure d’inspection des soudures à l’aide de la technologie des rayons X. En outre, la norme DIN EN ISO 17636-2 est la première norme qui fournit des directives pour l’inspection à l’aide de plaques d’imagerie (IP / CR) et de détecteurs matriciels numériques (DDA) dans l’inspection par rayons X.
La technique argentique est rapidement remplacée par la technologie numérique. Un temps d’acquisition ainsi qu’un temps d’inspection total plus court, moins de consommables, un archivage plus facile et aucun besoin de produits chimiques de développement de film sont de bonnes raisons pour changer pour les détecteurs à écran plat. La norme ISO 17636-2 décrit la géométrie d’acquisition idéale pour les joints de raccordement soudés. Les géométries exactes peuvent être extraites de la norme et les exigences de qualité minimales peuvent être calculées.
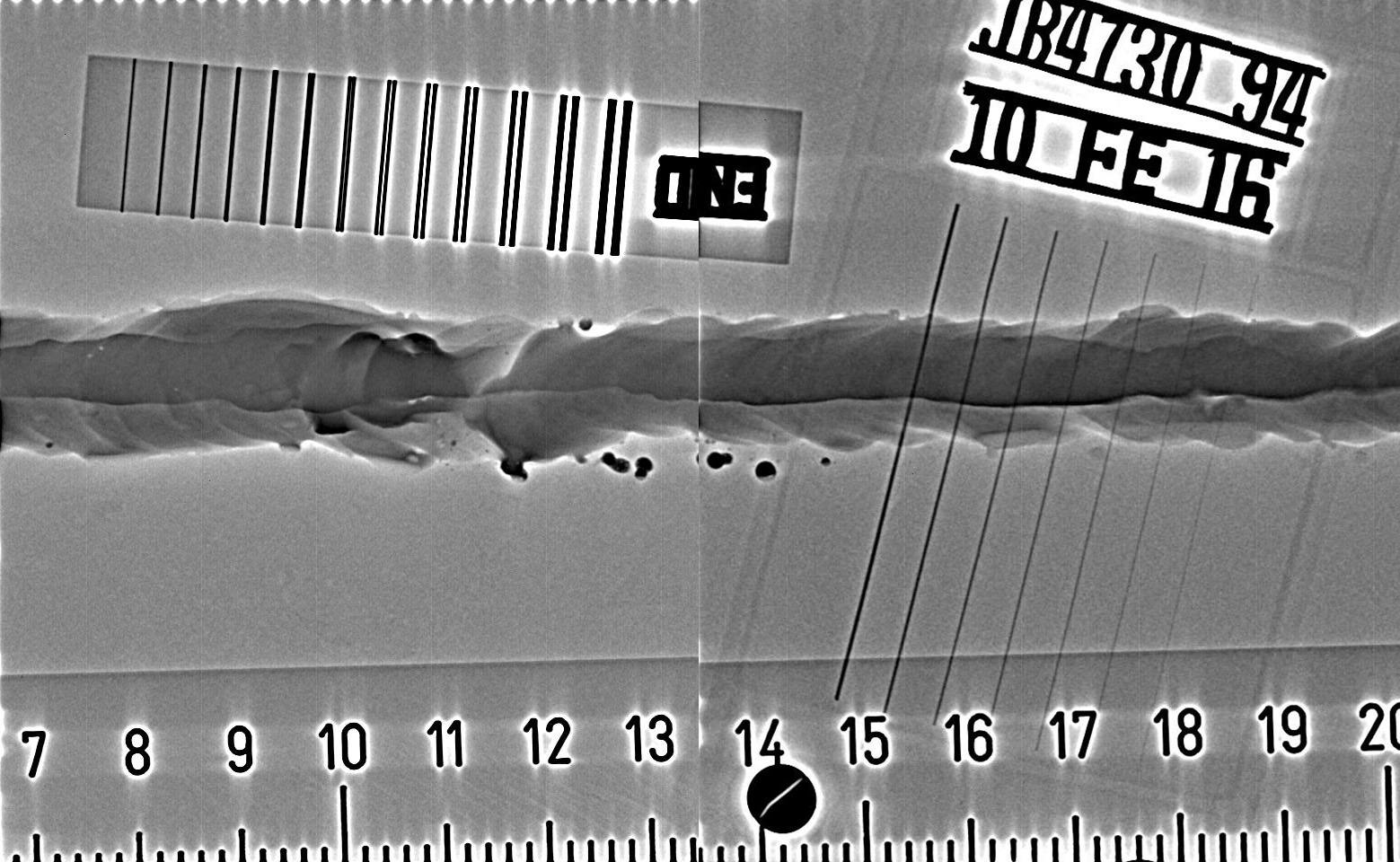
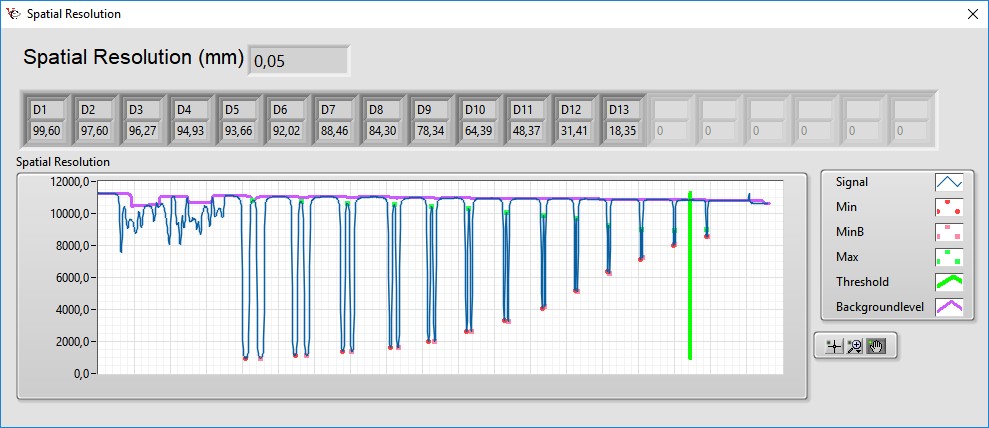
La qualité de l’image doit être évaluée en fonction des échantillons d’essai normalisés en utilisant des IQI (Image Quality Indicator). Il en existe deux types: Le premier est l´ IQI à fils dit duplex, selon la norme EN ISO 19232-5 pour la détermination du flou d’image. Le deuxième type est l´ IQI à fils selon EN ISO 19232-1 pour la détermination du contraste (voir figure 1). De plus, la norme autorise également l’utilisation d’IQI ou de plaques à trous selon la norme EN ISO 19232-2. Ces éprouvettes sont placées sur le matériau de base à côté de la soudure pendant l’irradiation. En fonction de l’épaisseur du matériau, du type de contrôle (rayonnement à paroi simple ou double paroi) et du côté où l’échantillon a été placé (côté détecteur ou tube), il existe des valeurs minimales où les fils doivent être détectés ou, dans le cas des échantillons duplex, quels fils doivent être résolus. Cela est vérifié par des outils logiciels spéciaux, qui calculent s’il y a toujours un écart de 20% entre les fils (voir la figure 2).
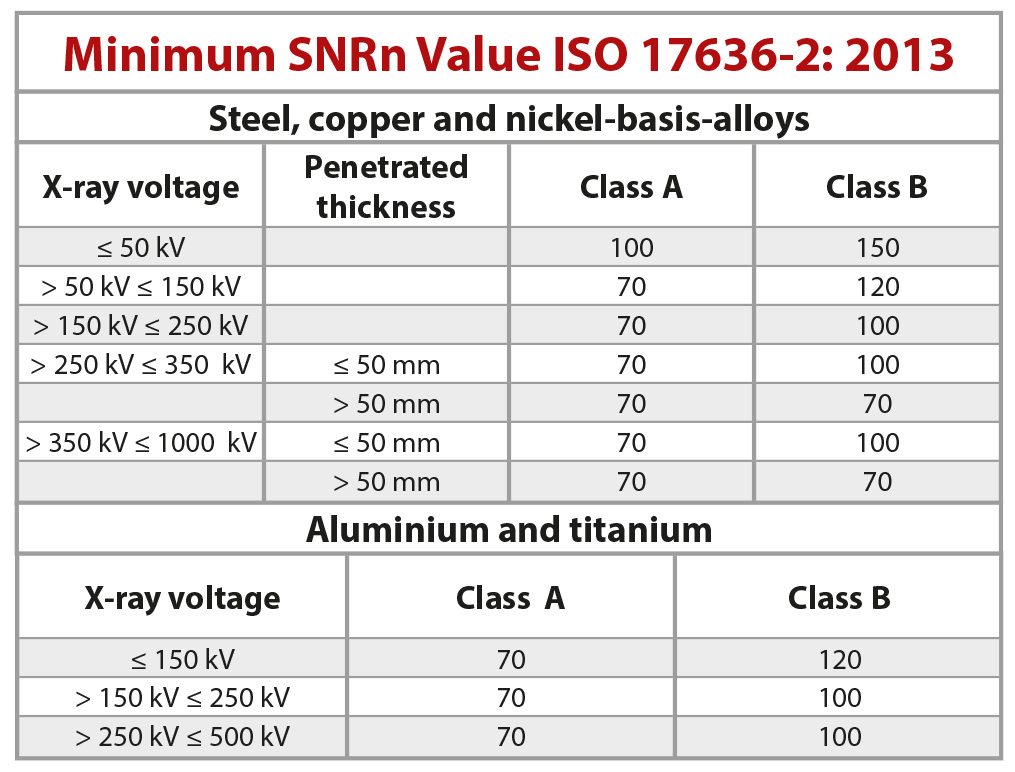
Deux niveaux de qualité sont définis : Classe A (qualité de base) et Classe B (qualité améliorée). En tant que caractéristique de qualité supplémentaire pour les images, le rapport signal / bruit (SNR) ne doit pas descendre au-dessous d’une certaine valeur en fonction de la tension du tube, du matériau et de l’épaisseur irradiée (voir tableau 1). Pour cette raison, il n’est pas possible de vérifier sur une image, en direct, lors des tests selon cette norme, car le bruit est beaucoup trop élevé. Des images moyennées sont toujours nécessaires pour obtenir le SNR requis. La classe à choisir est définie dans la technique d’inspection. Surtout, dans les environnements à haut risque comme les cuves sous pression, les pipelines ou l’aérospatiale, de nombreuses pièces nécessitent la classe B.
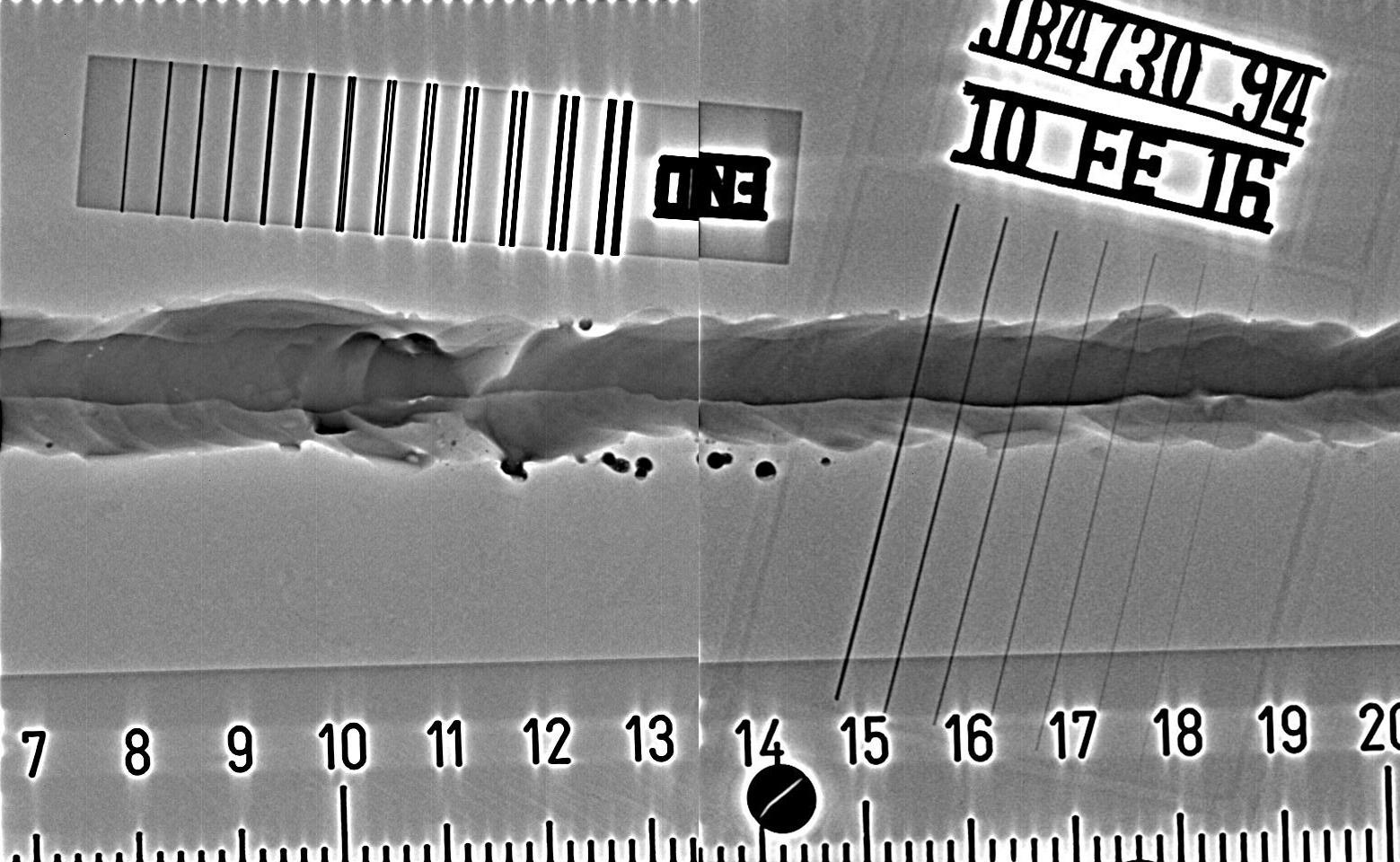
Figure 1: Soudure avec fils simples et paires de fils
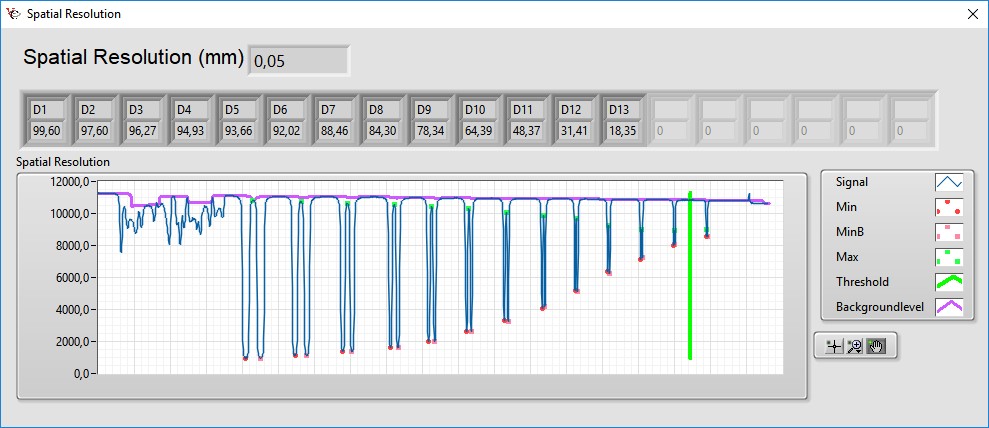
Figure 2: Profil de ligne sur paires de fils duplex avec le module d´évaluation du logiciel VisiConsult Xplus
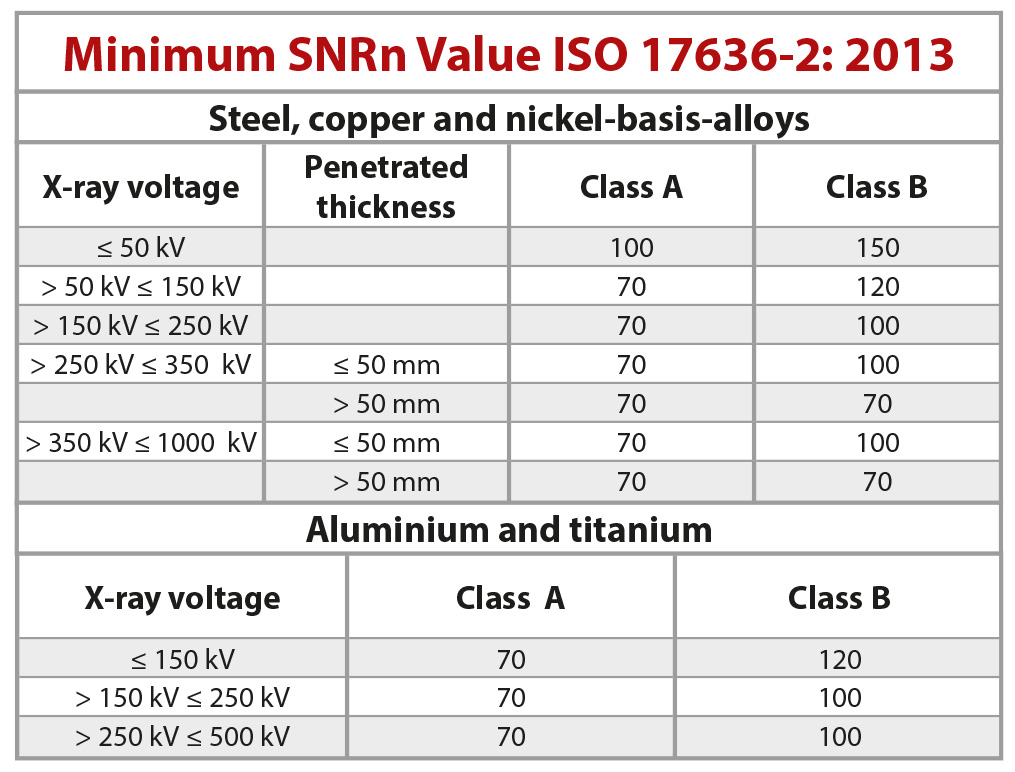
Table 1: Valeurs minimales de SNRn suivant ISO 17636-2
VisiConsult propose une solution logicielle pour évaluer automatiquement les IQI et déterminer leur conformité à cette norme. Sinon, cela nécessite beaucoup de calculs pour l’inspecteur. Un aperçu de cette norme et les calculs les plus importants sont disponibles dans l’application gratuite “NDT X-ray Toolbox”. Celle-ci offre également beaucoup plus de fonctionnalités comme des calculs géométriques et la CT.
DOWNLOAD:
iOS: https://itunes.apple.com/us/app/ndt-x-ray-toolbox/id1291387260?mt=8
Android: https://play.google.com/store/apps/details?id=com.visiconsult.intercept2