Lors de l’examen par radiographique numérique, l´image de l´ objet traversé par les rayons X est affichée sur l’écran. Dans ce que l’on appelle l’ADR, l’interaction d’un opérateur n’est pas nécessaire pour évaluer l’image radiographique pour détecter les erreurs existantes telles que porosités et inclusions. Cette tâche est réalisée automatiquement par un algorithme d’évaluation d’image qui doit cependant être paramétré et vérifié régulièrement par du personnel formé. L’ADR est un contrôle automatisé qui est utilisé pour l’inspection de grandes quantités de pièces, et habituellement en trois équipes.
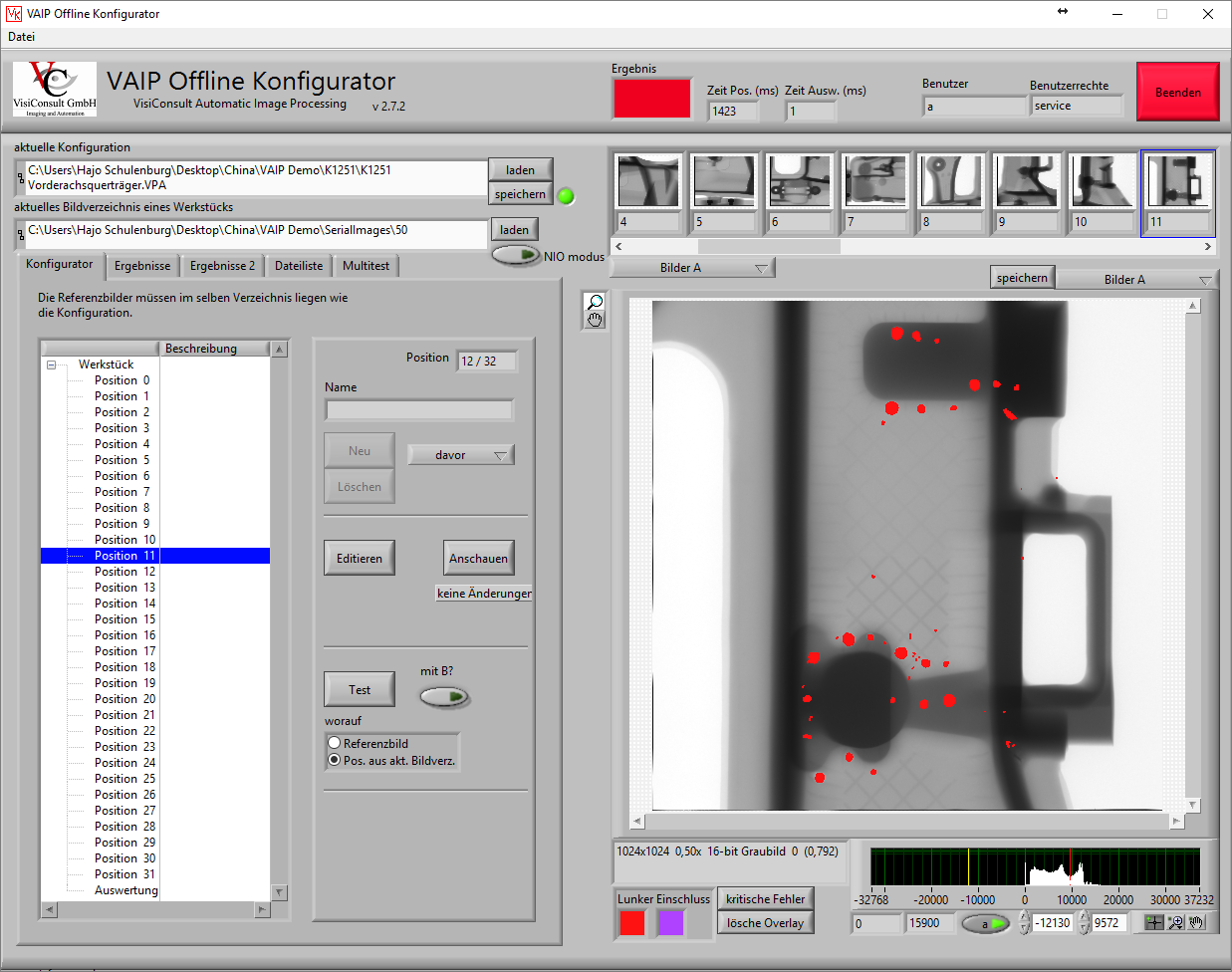
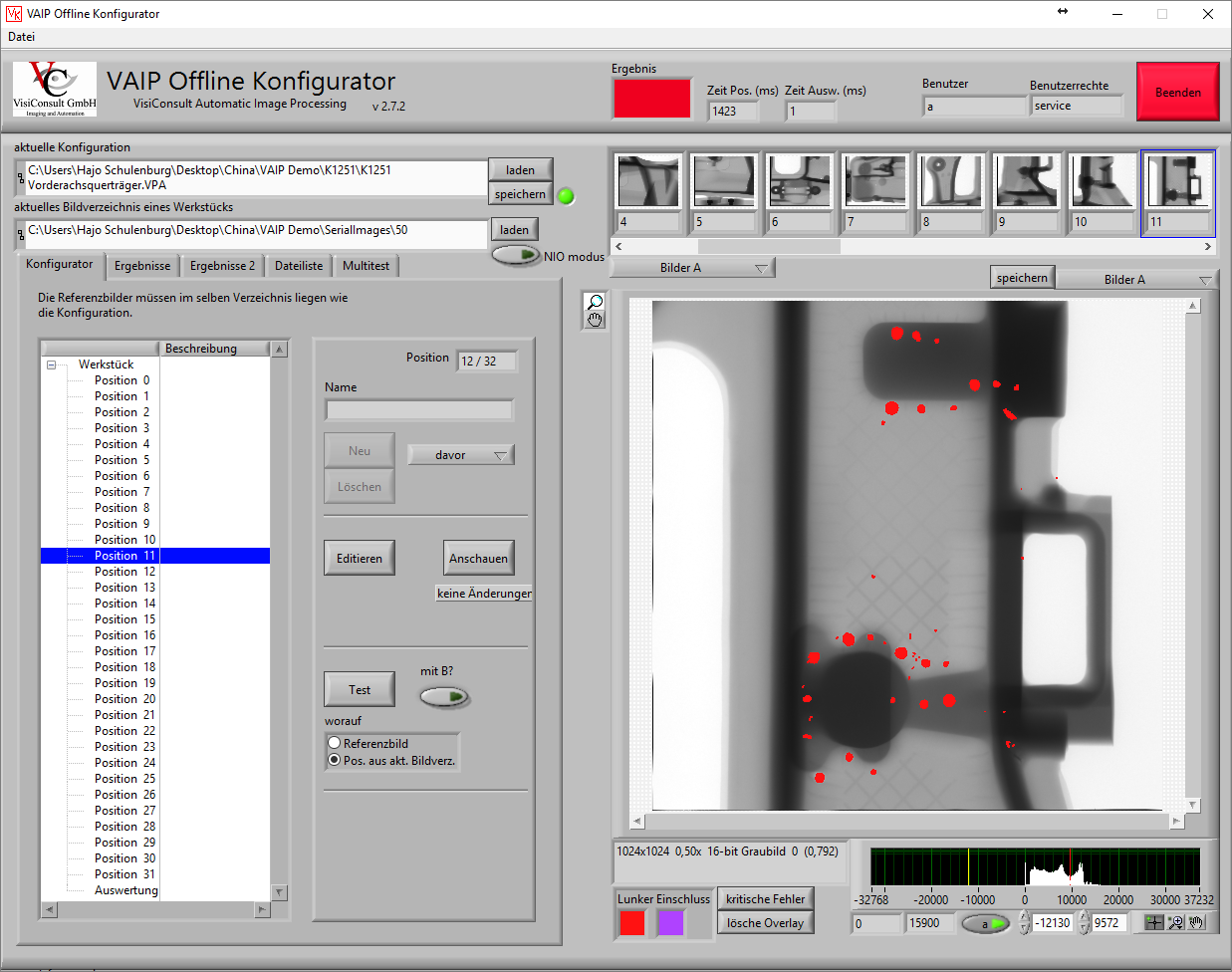
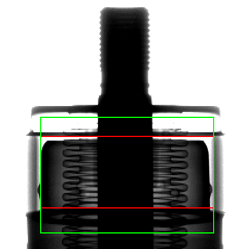
Figure 1: ADR avec pièce moulée en aluminium – Vérification de la détection de défaut avec une pièce maîtresse
Lors de la configuration du programme ADR, un support doit être élaboré, ce qui permet d’inspecter les pièces sans jeu et avec une précision de répétition élevée. Cela nécessite que le support soit constitué d’un matériau transparent aux rayons X. En outre, il existe des spécifications de test fixés par le client final qui doivent être prises en compte, en particulier dans les tests ADR sur pièces moulées en aluminium pour l’industrie automobile. De plus, il peut être nécessaire de respecter les temps de cycle prévus. Pendant la mise au point, les positions de test et les paramètres sont définis à l’aide d´ images de référence. Ces opérations sont réalisées hors ligne.
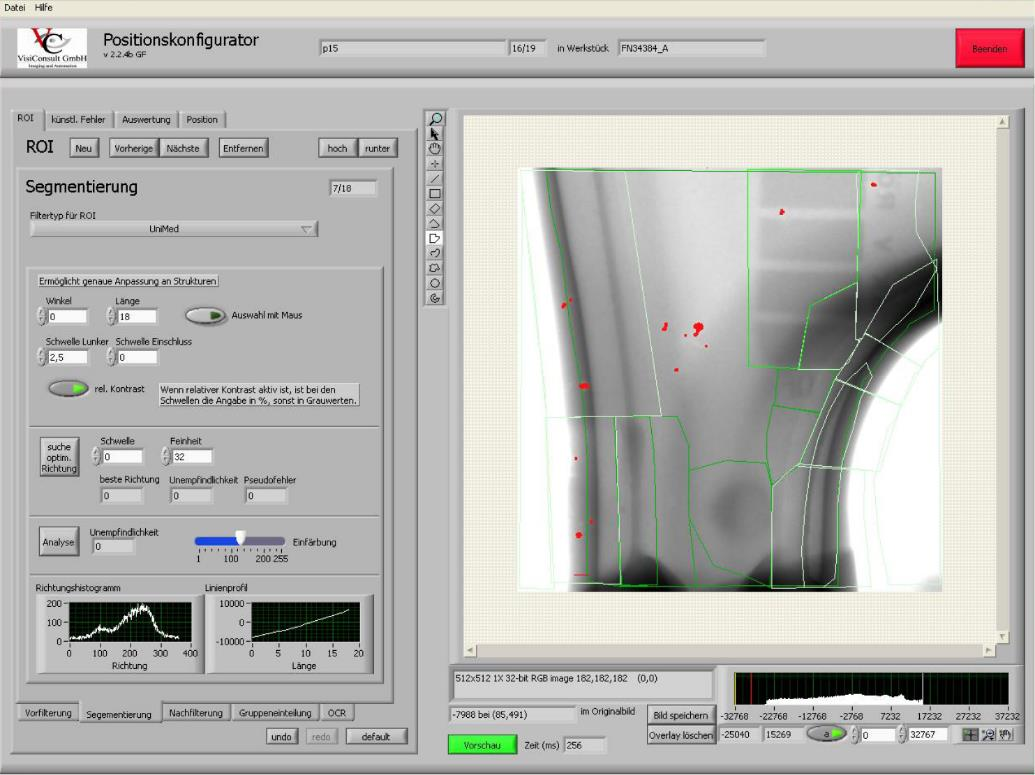
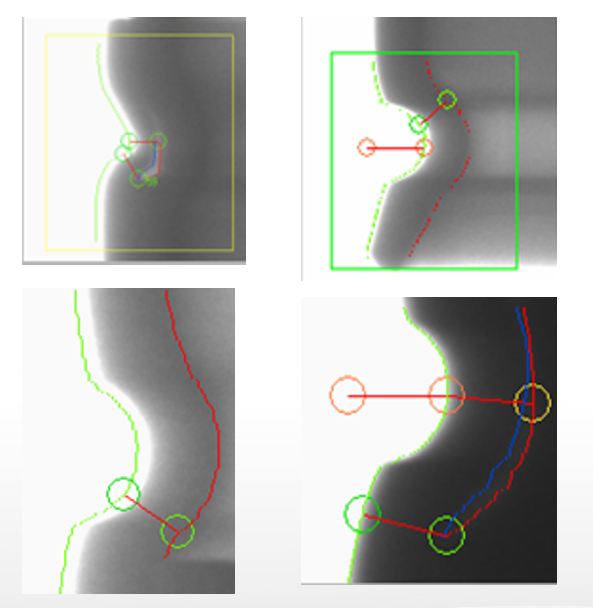
La détection des défauts est appliquée sur des régions d’intérêt sur lesquelles sont appliqués différents filtres (voir figures 1 et 2). Il existe plusieurs types de filtres disponibles. Sur les zones présentant de petites structures, un filtre automatique peut être utilisé, ce qui montre cependant ses faiblesses dans la détection des défauts au niveau des bords. Par conséquent, des filtres de bord spéciaux sont utilisés. De plus, l’image de référence peut être impliquée lors de la détection de défauts. Grâce à un moyennage lors de l´enregistrement de l´image, c’est-à-dire que l’image d’objet est superposée à l’image de référence, une transformation compensatoire est calculée, les deux images sont ainsi amenées dans la meilleure correspondance possible. Dans le cas idéal, les éléments détectées dans cette différence d´images d’objet et de référence sont segmentées et représentent des défauts.
Ce premier paramétrage est ensuite testé sur d’autres pièces de la production et optimisé. De plus, une pièce est préparée ou un échantillon défectueux est sélectionné pour subir le contrôle. Cette pièce dite maîtresse devrait être testée une fois avant chaque changement pour prouver la détectabilité des défauts bien connus par le système. Cette procédure doit également être répétée chaque fois que le paramétrage a été modifié, pour s’assurer que la reconnaissance des défauts fonctionne parfaitement.

Figure 2: Le paramétrage est effectué dans les ROI (région d’intérêt).
Outre la détection des défauts dans les pièces coulées, l’inspection ADR peut également être appliquée pour d´autres besoins comme, par exemple, la détermination de la géométrie réelle, les différences de densité, l´absence de composants et la détection des pores / inclusions (voir figures 3-5).
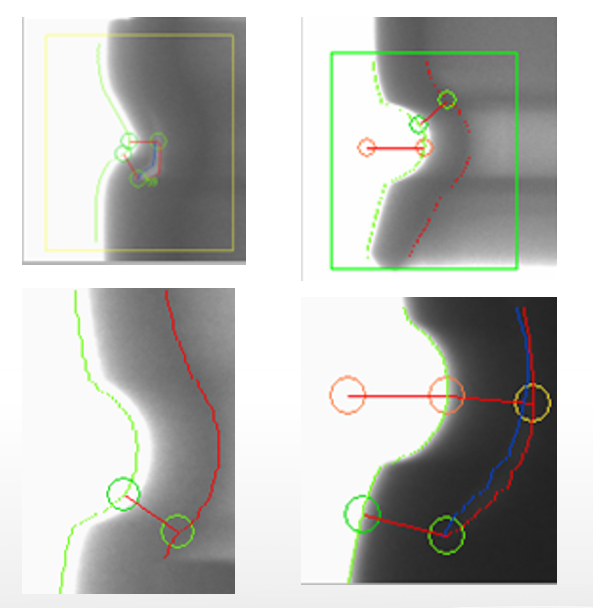
Figure 3: ADR pour les allumeurs d’airbag
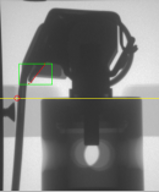
Figure 4: ADR pour les flashbangs
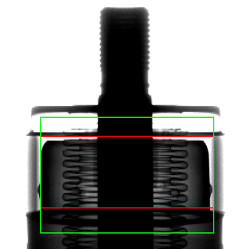
Figure 5: ADR pour les commutateurs haute tension
Afin de suivre les pièces, il existe des outils pour la reconnaissance des numéros de série via l’identification d’un DMC, d’un RFID ou même d’un texte, sur l’image radiographique.
Il existe différentes possibilités pour traiter les pièces rejetées. Soit la pièce est fondue ou jetée sans aucune inspection, soit les images radiographiques sont «post-notées», c’est-à-dire stockées et visuellement évaluées par un opérateur entraîné. Cette évaluation ne doit pas nécessairement avoir lieu pendant le processus de test, mais plus tard via une station d’évaluation hors ligne.