Bei der digitalen Röntgenprüfung wird ein Objekt mittels Röntgenstrahlung durchleuchtet und das Positivbild auf dem Bildschirm angezeigt. Bei der sog. ADR mittels Röntgenstrahlung wertet kein Bediener das Röntgenbild aus und bewertet evtl. vorhandene Fehler, wie z.B. Porositäten und Einschlüsse. Die Auswertung erfolgt vollkommen automatisch durch einen Bildauswertelogarithmus, welcher aber vorher parametriert werden muss und auch dauerhaft durch geschultes Personal überwacht werden muss. Die ADR Prüfung ist eine automatisierte Prüfung, die bei hohen Stückzahlen, meist noch zusätzlich im Dreischichtbetrieb, angewandt wird.

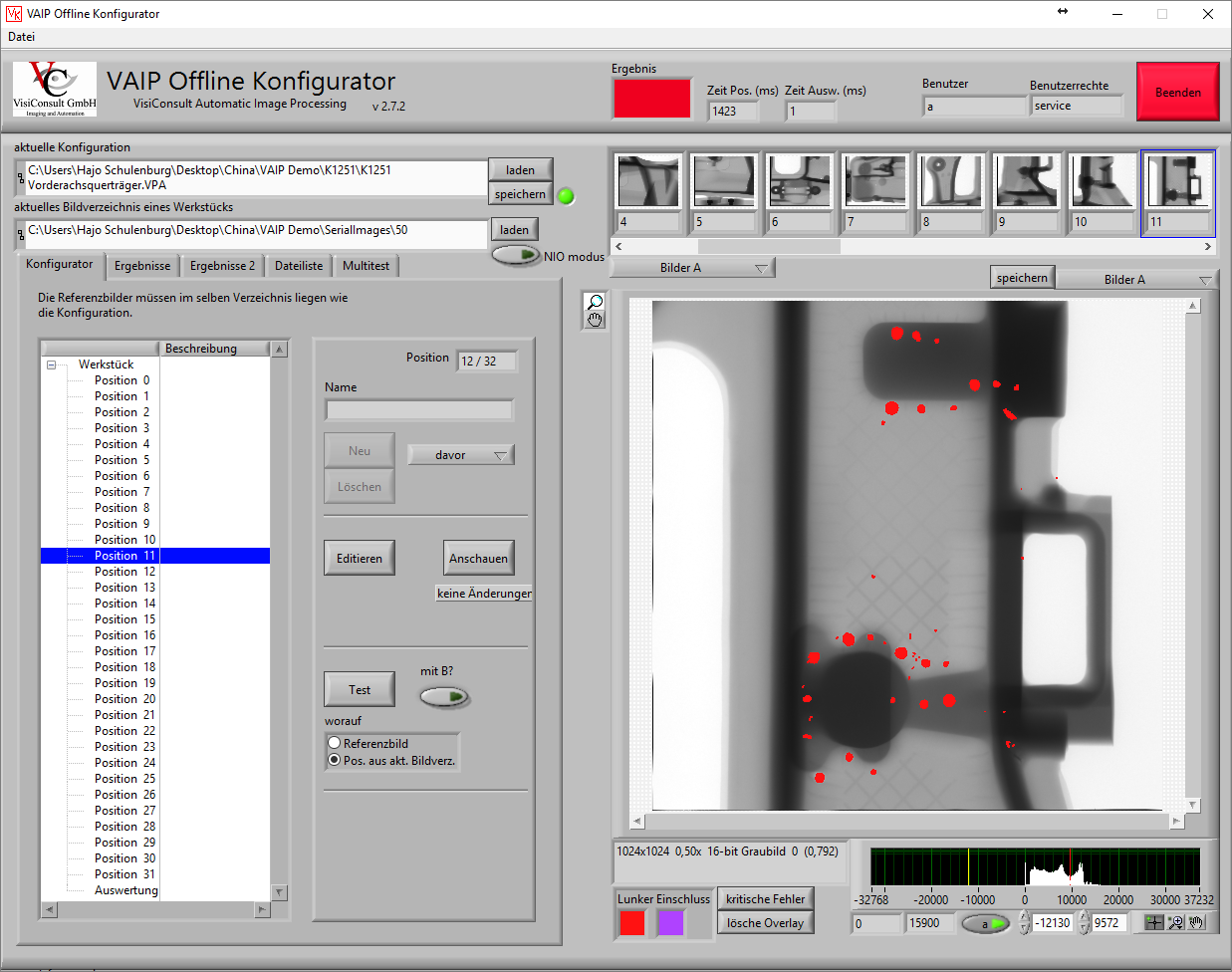
Abbildung 1: ADR mit Aluminiumgussteil – Überprüfung der Fehlerdetektion mittels Masterteil
Vor der letztendlichen Einrichtung des ADR Programms muss ein Bauteilehalter konstruiert werden, der es ermöglicht die Bauteile möglichst spielfrei und wiederholgenau aufnehmen zu können. Dieser muss aus einem leicht durchstrahlbaren Material gefertigt sein. Zusätzlich existiert meistens, insbesondere bei der ADR Prüfung von Aluminiumgussteilen für die Automobilindustrie, Prüfspezifikationen des Endkunden, die bei der Einrichtung mit einbezogen werden müssen. Des Weiteren gilt es evtl. errechnete Taktzeiten einzuhalten. Bei der Einrichtung werden dann Prüfpositionen definiert und mit Hilfe der Referenzbilder Parameter eingestellt. Dies passiert meistens offline.
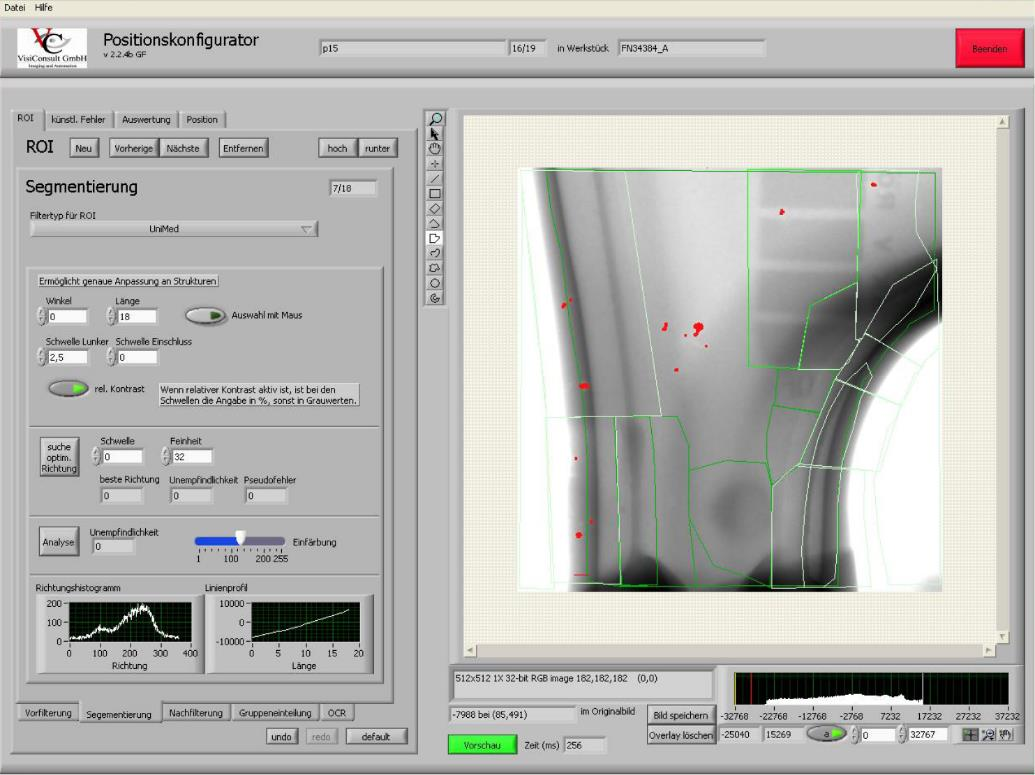
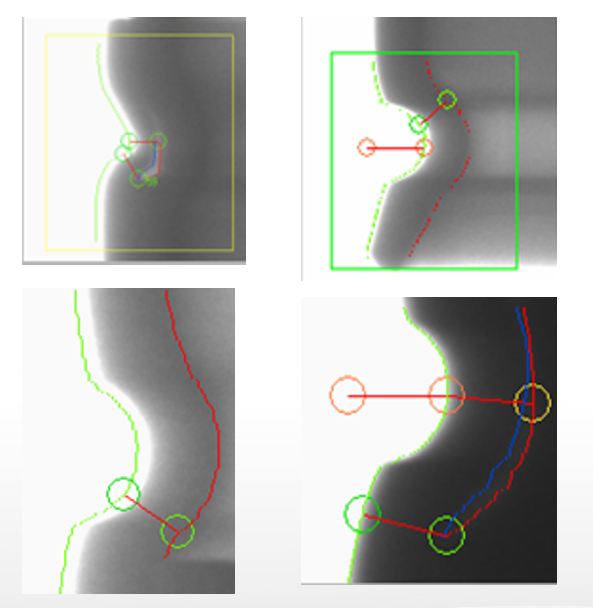
Die Detektion der Fehler wird durch Regions of Interest, auf dem verschiedene Filtermasken angewandt werden, realisiert (siehe abb. 1 und 2). Es stehen mehrere Filtertypen zur Verfügung. Auf Flächen mit wenig Struktur kann ein Automatikfilter verwandt werden, der allerdings Schwächen bei der Detektion von Fehlern auf Kanten zeigt. Aus diesem Grund gibt es spezielle Kantenfilter. Zusätzlich kann bei der Fehlerdetektion das Referenzbild mit einbezogen werden. Über eine Bildregistrierung, d.h. das Objektbild wird über das Referenzbild gelegt und daraus eine ausgleichende Transformation berechnet, werden beide Bilder in eine möglichst genaue Übereinstimmung gebracht. Über das Differenzbild können nun Unterschiede in beiden Bildern segmentiert werden. Dies sind bei einem fehlerfreien Referenzbild im Idealfall Fehler.
Dieser erste Parametersatz wird dann an weiteren Teilen aus der Produktion getestet und weiter optimiert. Zudem wird ein Teil präpariert oder es gibt ein schadhaftes Teil, welches ebenfalls den Prüfprozess durchläuft. Dieses sog. Masterteil sollte vor jeder Schicht einmal getestet werden und anschließend überprüft werden, ob die präparierten Fehler erkannt werden. Dieses Verfahren sollte auch angewandt werden, wenn die Parametrierung grundlegend geändert wurde um sicherzustellen, dass die Fehlerdetektion weiter gegeben ist.
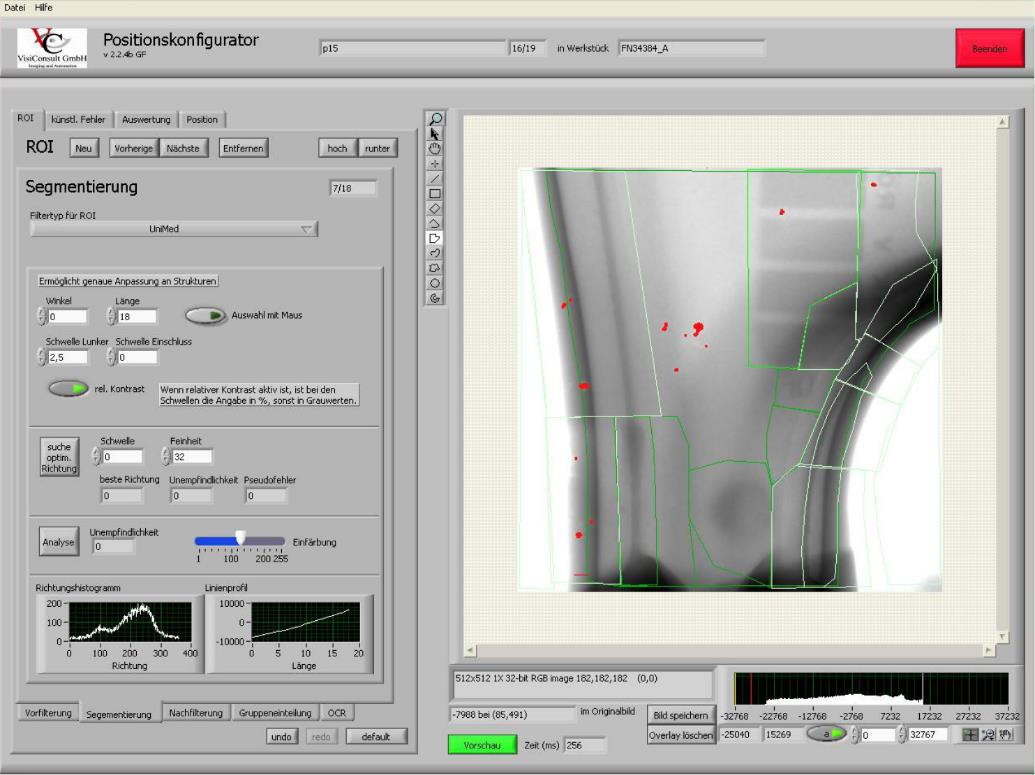
Abbildung 2: Die Parametrierung geschieht in ROIs (Region of Interest).
Zusätzlich zur Defekterkennung bei Gußteilen kann eine ADR Prüfung auch bei anderen Teilen angewandt werden.
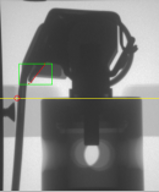
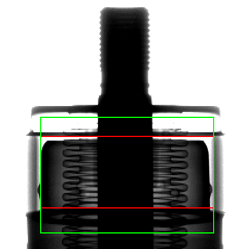
Beispielsweise können Bauteile auf Parameter wie vorhandene Geometrien, Dichteunterscheide, fehlende Einzelteile und Poren/Einschlüsse überprüft werden (siehe Abb. 3-5).

Abbildung 3: ADR für Airbagzünder

Abbildung 4: ADR für Flashbags
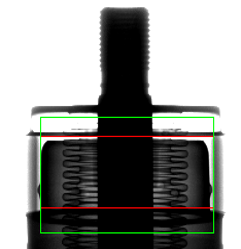
Abbildung 5: ADR für Hochspannungsschalter
Zur Bauteilnachverfolgung existieren Tools wie eine Seriennummernerkennung über einen DMC, RFID oder auch über eine Texterkennung im Röntgenbild.
Für den Umgang mit Ausschussteilen gibt es unterschiedliche Möglichkeiten. Entweder wird das Teil ohne jegliche Überprüfung eingeschmolzen bzw. entsorgt oder die Röntgenbilder werden „nachentschieden“, d.h. visuelle Auswertung der gespeicherten Röntgenbilder durch einen geschulten Mitarbeiter. Diese Beurteilung muss nicht im Prozess erfolgen, sondern kann durch separierte Teile und eine externe Auswertestation auch später stattfinden.