




Willkommen bei der VisiConsult Gruppe
Die VisiConsult-Unternehmensgruppe bietet End-to-End-Röntgenlösungen – von Software und Systemen bis hin zu Dienstleistungen – für industrielle und labortechnische Anwendungen in den Bereichen zerstörungsfreie Prüfung und Inspektion, Qualitätssicherung und Prozessoptimierung. Unser ganzheitliches und dennoch modulares Portfolio ermöglicht es unseren Kunden, entweder das komplette Leistungspaket zu nutzen oder einzelne Angebote wie reine Software, Retrofits oder „X-ray as a Service“-Lösungen auszuwählen, individuell zugeschnitten auf ihre Bedarfe. Seit fast 30 Jahren entwickeln wir die 2D- und 3D-Bildverarbeitung sowie Messtechnik konsequent weiter und verbinden diese Kompetenz mit deutscher Automatisierungs-Exzellenz und KI-Engineering – immer wieder setzen wir neue Maßstäbe in der Branche.
VisiConsult-Lösungen sind in vielen Schlüsselbranchen im Einsatz – von der Luft- und Raumfahrt über Verteidigung, Automobil und Energie bis hin zu kritischer Infrastruktur und Lebensmittelproduktion. 1996 gegründet, hat sich unser Familienunternehmen zu einem der weltweit führenden Anbieter von betriebsfertigen Röntgeninspektionskabinenanlagen und kundenspezifischen Maschinen entwickelt. Mehr als 300 Mitarbeitende gestalten die VisiConsult-Welt, darunter die Geschäftsbereiche und Tochtergesellschaften VCxray, VCbattery, VCcount und VC Inspection Services. Auch diondo X-ray Systems & Services gehört zur Unternehmensgruppe. Neben unserem Hauptsitz in Deutschland sorgen Niederlassungen in den USA und Indien sowie Vertretungen in Brasilien und China für Kundennähe und weltweiten Service.
Alle Lösungen werden in Übereinstimmung mit internationalen Standards entwickelt. Mit diesem Anspruch sind auch alle Unternehmen der VisiConsult-Gruppe nach ISO 9001 (Qualitätsmanagement) und ISO 14001 (Umweltmanagement) zertifiziert, was unser Bekenntnis zu Qualität und Nachhaltigkeit widerspiegelt. Die Muttergesellschaft VisiConsult X-ray Systems & Solutions GmbH ist außerdem nach ISO/IEC 27001 zertifiziert.
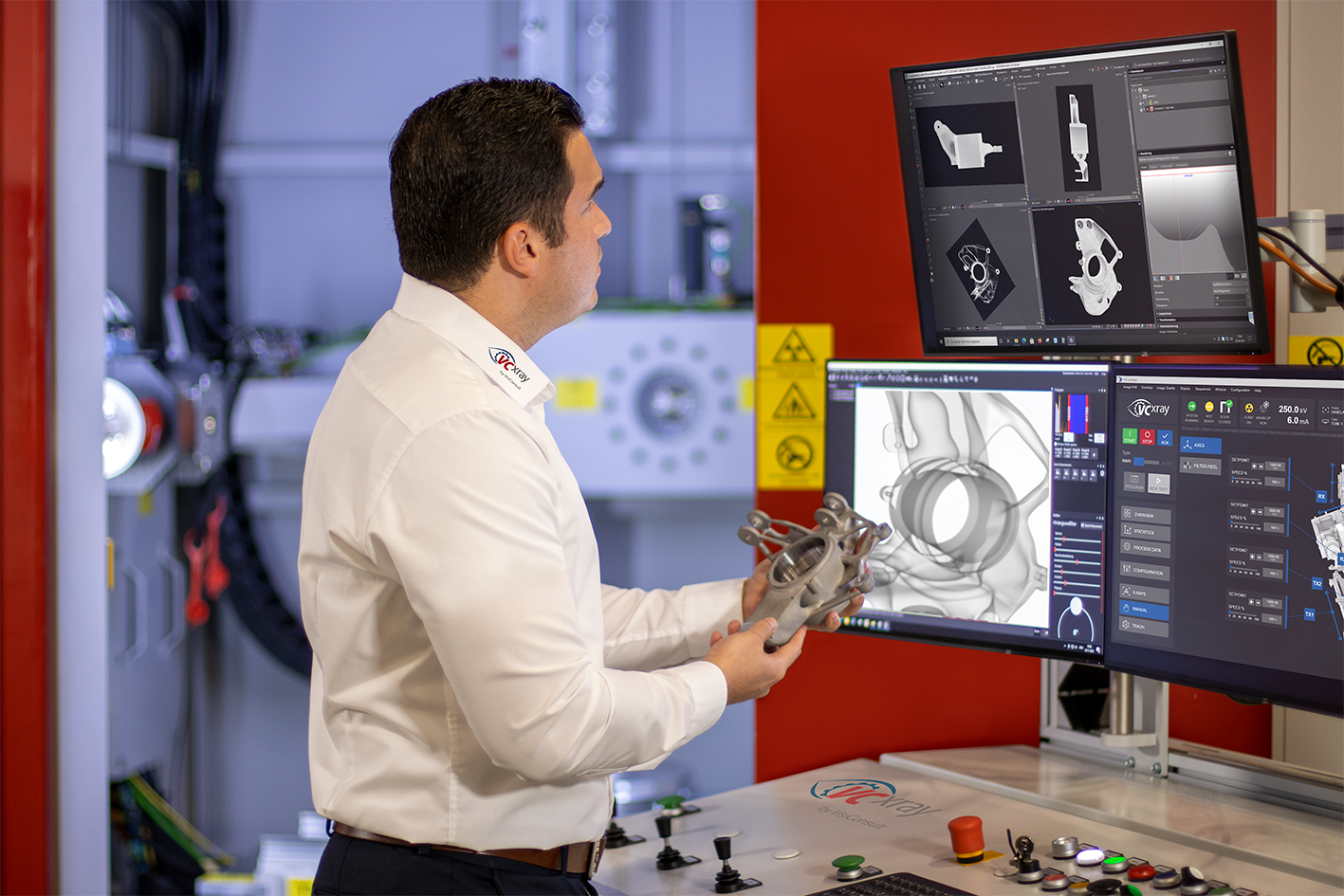
VCxray
VCxray by VisiConsult bedient ein breites Spektrum von Branchen wie Luft- und Raumfahrt, Automotive, Verteidigung, Energie und hier insbesondere Öl & Gas sowie Wissenschaft & Bildung oder Forensik. Natürlich bedienen wir auch die produzierende Industrie mit Komponentenlieferanten für all diese Branchen.
Mit unseren hochmodernen Röntgensystemen können unsere Kunden additiv gefertigte Teile, Verbundwerkstoffe, Gussteile, Elektronik, Rohre, Schläuche und Tanks, Kunststoffe, Turbinenschaufeln oder Schweißarbeiten optimal in den Griff bekommen und die Herausforderungen der zerstörungsfreien Prüfung (ZfP), Qualitätssicherung und Prozessverbesserung lösen. Um eine erstklassige Qualität zu gewährleisten, werden alle Produkte in lokalen Fertigungszentren als schlüsselfertige Lösungen nach internationalen Standards und ISO 9001 entwickelt und produziert.
VCxray Inspection Services
VCxray Inspection Services agiert als eigenständiges Unternehmen weltweit und konzentriert sich auf XaaS – X-ray as a Service. Dabei können Kunden weltweit auf die Expertise und Ressourcen von VisiConsult zugreifen. Mit eigenen hochwertigen Röntgensystemen und erfahrenen Experten versorgt VCxray Inspection Services die Inspektions- und Qualitätsmanager seiner Kunden mit umfassenden und relevanten Informationen über die Qualität der geprüften Komponenten durch zerstörungsfreie Prüfung.

VCbattery
VCbattery by VisiConsult bündelt spezielles Fachwissen und bietet überzeugende 3D-Röntgeninspektionslösungen in einem Umfeld mit langfristigem Wachstum von 30 % CAGR für den Markt für Elektrofahrzeuge, einschließlich der Herstellung von Batteriezellen, -modulen und -packs, Wissenschaft und Forschung & Entwicklung, 2nd-Life-Batterien und Recycling.
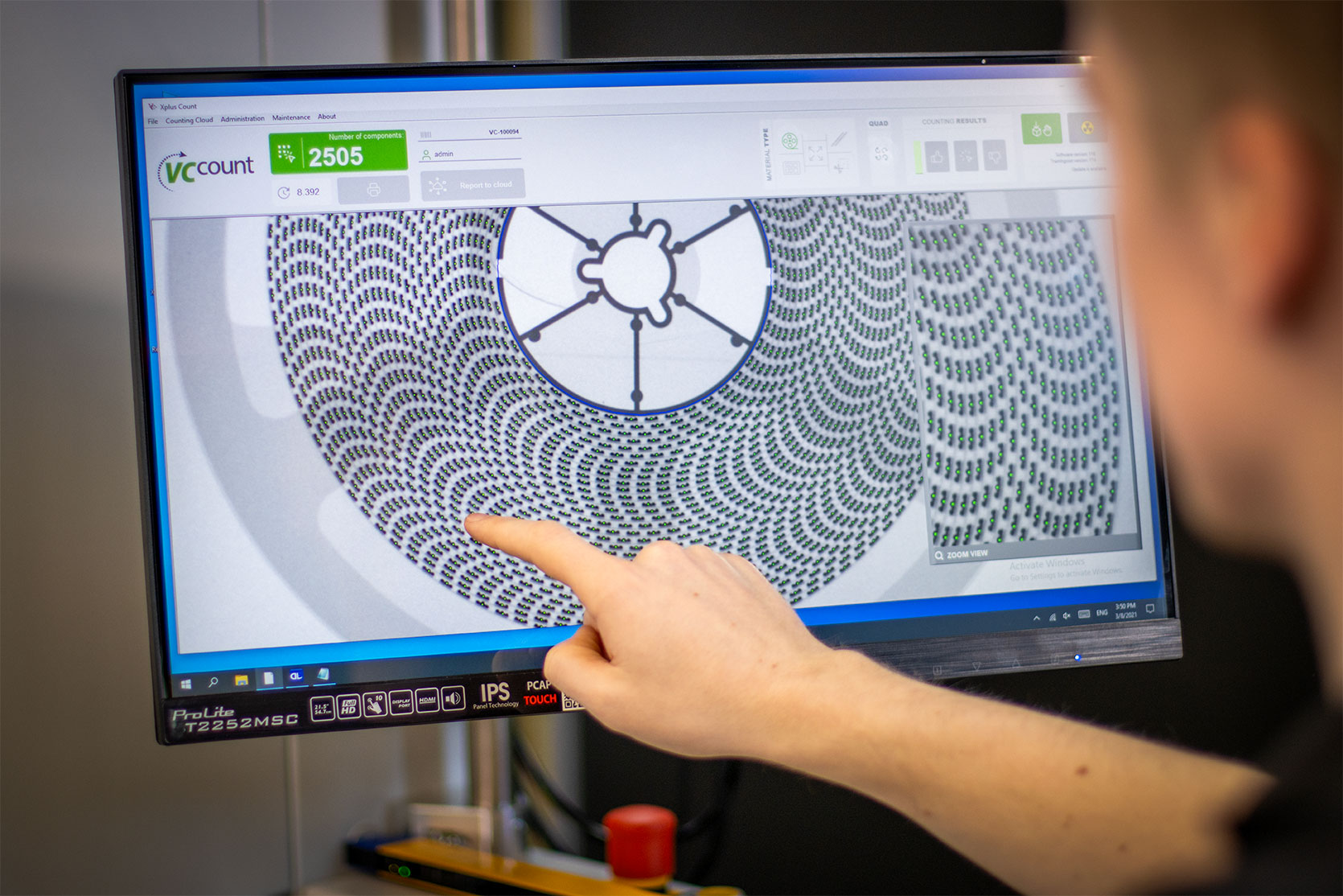
VCcount
VCcount bietet Elektronikherstellern ein röntgenbasiertes Zählsystem für SMD-Bauteile auf Spulen oder Trays. Vom Standalone- bis zum Inline-System ist unser XRHCount-System der einfachste und schnellste Weg, das SMD-Bauteilmanagement zu revolutionieren.
Mitgliedschaften





Geförderte Vorhaben und Projekte


Erweiterung der Betriebsstätte | Förderung aus Landesprogramm Wirtschaft 2021-2027 mit EFRE-Mitteln.
VisiConsult X-ray Systems & Solutions erweitert seine Betriebsstätte in Stockelsdorf: In der Segeberger Straße 96b entsteht in direkter Nachbarschaft zum aktuellen Hauptsitz im Brandenbrooker Weg 2-4 ein Neubau für Produktion und Büro. Die dortigen zusätzlichen Flächen und Kapazitäten werden die bestehenden Dauerarbeitsplätze ergänzen.
Das Vorhaben wird gefördert aus dem schleswig-holsteinischen Landesprogramm Wirtschaft 2021-2027 mit Mitteln des Europäischen Fonds für regionale Entwicklung. Die Fördersumme beträgt 1.309.983 Euro, wobei sich die Gesamtinvestition seitens VisiConsult auf rund 14 Mio. Euro beläuft. Die Baugenehmigung wurde im April 2026 erteilt; die ersten Arbeiten sind gestartet.
++++++++++++++++++++++++++++++++++++++++++++

Batterie-Attest – Teil von „Batterie 2020“.
Einsatz neuartiger Komponenten (Hochleistungs-Mikrofokus-Röntgenröhre, Hochgeschwindigkeits-Manipulator und Hochgeschwindigkeits-Röntgendetektor) und Realisierung eines prototypischen inlinefähigen CT-Systems für die Batteriezellenproduktion.
Mehr erfahren
GeniAL – Teil von „KMU-innovativ“.
Entwicklung einer effizienten Materialentwicklungsmethodik für die Qualifizierung neuer AM-Materialien am Beispiel von Aluminiumlegierungen zur Reduzierung von CO2-Emissionen, insbesondere für die Automobil- und Luftfahrtindustrie.
Mehr erfahren
RoboQuality – Teil des Aktionsplans „KI“.
Entwicklung und Evaluation eines Frameworks aus KI-basierten Methoden zur Generierung und Analyse aller relevanten Informationen für die zerstörungsfreie Prüfung und somit ihre maßgebliche Verbesserung durch robotergestützte CT-Systeme.
Mehr erfahren

Enabl4D
Entwicklung einer robusten Bemessungsgrundlage für die Lebensdauerabschätzung additiv gefertigter Leichtbauteile in der Serienfertigung.
Mehr erfahren

nexAMo
Teilvorhaben „Entwicklung eines kompakten CT-Systems zur Integration in ein digitales Industrie 4.0-Umfeld“ im Verbundprojekt „Entwicklung einer freiverketteten Matrixproduktion zur modularen, hochflexiblen und ressourcenschonenden Fertigung von Next-Generation-Mobility-Produkten“
Mehr erfahren

BIP Inline
Das Projekt „BatterieInspektionsPortfolio Inline“ von VisiConsult zielt darauf ab, röntgenbasierte Computertomografie-Systeme und -Lösungen zu entwickeln, welche für die Batteriezellhersteller eine zerstörungsfreie Prüfung von typischen Batteriezellarten direkt innerhalb der Linienfertigung nach der Montage ermöglichen.
Mehr erfahren
x.AI
VisiConsult plant, im Rahmen dieses Förderprojekts eine eigenständige, hoch performante KI-Plattform aufzubauen, die alle zentralen Schritte von der Datenerfassung bis zur produktiven Nutzung abdeckt.